
مراحل ساخت آهنربای نئودیمیوم به شرح زیر است:.
ترکیب اصلی برای اکثر آهنرباهای نئودیمیم Nd 2 Fe 14 B است. در عمل، واکنش شیمیایی واقعی مورد استفاده می تواند پیچیده تر باشد. یک واکنش متداول عبارت است از:
توجه داشته باشید که پودر حاصل از این واکنش کمی متفاوت از نسبت Nd 2 Fe 14 B است. آهنرباها اغلب هم غنی از Nd و هم غنی از B ساخته میشوند، جایی که آهنرباهای ساخته شده معمولاً حاوی تکههای غیر مغناطیسی Nd و B هستند، که در درون آنها دانههای Nd 2 Fe 14 B بسیار مغناطیسی وجود دارد.
برای آهنرباهای با گرید حرارتی بالاتر، عناصر اضافی اضافه میشوند. هنگامی که مقادیر کمی از آهن با کبالت جایگزین شود ، خواص در دماهای بالا بهبود مییابد، اما اجبار ذاتی(coercivity) کاهش مییابد. اگر بخشهای کوچکی از نئودیمیوم با دیسپروزیوم جایگزین شود، اجبار ذاتی بهبود مییابد، اما حداکثر انرژی (BHmax) کاهش مییابد. استفاده از کبالت و دیسپروزیوم با هم معمول است.
واکنش شیمیایی که در بالا توضیح داده شده در یک کوره القایی خلاء رخ میدهد. محصول با ایجاد جریانهای گردابی الکتریکی گرم میشوند، این عملیات در خلاء رخ میدهد تا از ورود آلایندهها به واکنش جلوگیری شود.
فرز جت، مواد حاصل را به پودری با اندازه بسیار کوچک تبدیل میکند. اندازه متوسط ذرات حدود 3 میکرومتر است.
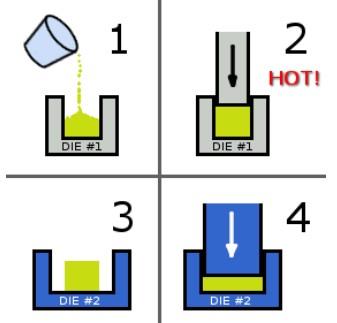
پودر به هم فشرده میشود تا جامدی را تشکیل دهد که جهت مغناطیسی ترجیحی دارد. در ادامه، پودر با یک قالب فشرده به یک جامد در دمای بالا در حدود 725 درجه سانتیگراد تبدیل میشود. سپس جامد در قالب دوم قرار میگیرد، جایی که شدیدتر فشرده میشود و به نصف ارتفاع قبلی خود میرسد. این امر جهت مغناطیسی ترجیحی را به موازات جهت فشار دادن تراز میکند. برای برخی از اشکال، روشهایی وجود دارد که شامل فیکسچرهایی میشود که در حین فشار دادن یک میدان مغناطیسی ایجاد میکند تا جهت مغناطیسی ذرات را تراز کند.
سینترینگ یک فرآیند متداول در متالورژی پودر است. این ماده در دماهای بالا (تا 1080 درجه سانتیگراد) زیر نقطه ذوب فشرده میشود تا زمانی که ذرات آن به یکدیگر بچسبند.
آهنرباهای متخلخل با استفاده از فرآیند سنگزنی به شکل دلخواه بریده میشوند. برای ساخت آهنربا با اشکال پیچیده از روش ماشینکاری تخلیه الکتریکی (EDM) استفاده میشود. به دلیل قیمت بالای مواد، ضایعات مواد در اثر ماشینکاری حداقل نگه داشته میشود زیرا تاکنون هیچ روش موثری برای بازیافت ضایعات ارائه نشده است.
آهنرباهای جداگانه با سه لایه نیکل، مس و نیکل آبکاری میشوند. آبکاری آنها ضروری است زیرا آهنرباهای نئودیمیوم بدون روکش بسیار مستعد خوردگی هستند و در مجاورت رطوبت به سرعت خواص مغناطیسی خود را از دست میدهد.
در این مرحله، آهنرباها جهت مغناطیسی "ترجیحی" دارند، اما مغناطیسی نیستند. آنها در یک فیکسچر قرار میگیرند که آهنربا را برای لحظهای کوتاه در معرض یک میدان مغناطیسی بسیار قوی قرار میدهد. این فیکسچر اساساً یک سیم پیچ بزرگ است که آهنربا(ها) را احاطه کرده است. تجهیزات مغناطیسی از بانکهایی از خازنها و یک ولتاژ بسیار بالا برای دریافت چنین جریان قویای (برای یک لحظه کوتاه) استفاده میکنند.
کیفیت آهنرباهای حاصل، از نظر خواص مختلف بررسی میشود. یک دستگاه اندازهگیری دیجیتال ابعاد را تأیید میکند. یک سیستم اندازهگیری ضخامت پوشش با استفاده از فناوری فلورسانس اشعه ایکس ضخامت آبکاری را تأیید میکند. تستهای دورهای نمک پاشی و زودپز نیز عملکرد پوششها را تأیید میکند. هیسترسیگراف منحنی BH آهنربا را اندازهگیری میکند، که تأیید میکند که آنها کاملاً مطابق با گرید خواسته شده مغناطیسی شده باشند.
آهنرباهای نئودیمیوم با روش متالورژی پودر تشکیل میشوند. خواص مکانیکی آنها بیشتر به سرامیک شباهت دارد تا فلز. آنها به راحتی ماشینکاری نمیشوند و ما توصیه نمیکنیم که آنها را ماشینکاری کنید. آهنرباهای نئودیمیوم بسیار سخت و شکننده هستند. با وجود ظاهر فلزی آبکاری نیکل آنها، آنها مانند فولاد قوی نیستند. اگر در معرض ضربههای شدید قرار گیرند، به راحتی ترک میخورند و میشکنند.

تمرکز اصلی بر محدودیتهای جدید صادراتی، جنبههای قانونی و مطابق با تعهدات بینالمللی، تاثیرات ژئوپلیتیکی بر صنایع پیشرفته مانند فناوری و انرژی است.

این فرآیند با قرار دادن آهنربا در یک میدان مغناطیسی قوی، مثل دستگاههای مغناطیسکننده یا الکترومغناطیسها، انجام میشود که باعث میشود ذرات مغناطیسی داخل آهنربا دوباره همراستا شده و خاصیت مغناطیسی آن احیا شود.

گرما باعث کاهش یا از بین رفتن خاصیت مغناطیسی آهنربا میشود، زیرا انرژی گرمایی نظم حوزههای مغناطیسی را مختل میکند.

برای برش یا سوراخ کردن آهنربا بدون از دست دادن مغناطیس، از ابزارهای الماسی یا کاربیدی با سرعت پایین، خنککننده مایع و ثابت نگه داشتن آهنربا استفاده کنید.

روشهای مغناطیسزدایی آهنربا شامل حرارتی (گرم کردن تا دمای کوری)، میدان متناوب رو به کاهش (AC با شدت کمشونده)، ضربه یا ارتعاش مکانیکی (چکش زدن یا لرزش)، و استفاده از دمغناطیسکنندههای تخصصی است.







































