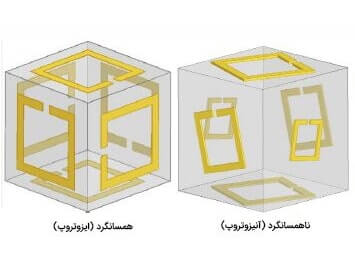
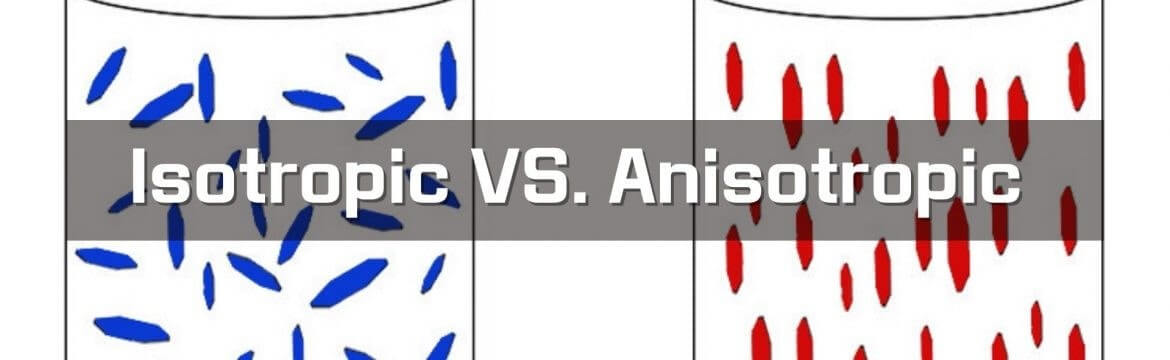
اگر تمام حوزه های مغناطیسی یک آهنربا در یک راستا قرار بگیرند، آن آهنربا یک آهنربای ناهمسانگرد (Anisotropic) نامیده می شود. این شرایط در طی فرآیند تولید ایجاد می شود. در این حالت 100٪ حوزه های مغناطیسی در یک جهت قرار دارند تا حداکثر خروجی مغناطیسی را ارائه دهند. این جهت، محور مغناطیسی نامیده می شود. ترازبندی با قرار دادن هر آهنربا در معرض یک میدان الکترومغناطیسی قوی در یک نقطه حساس در طی فرآیند تولید، حاصل می شود.
آهنربای ناهمسانگرد فقط می تواند در یک جهت (در امتداد محور مغناطیسی آن) مغناطیسی شود، تلاش برای مغناطیسی کردن در هر جهت دیگر کارایی لازم را نخواهد داشت. مزیت این نوع آهنربا این است که خواص مغناطیسی قوی تری نسبت به آهنرباهای همسانگرد دارد. اکثر آهنرباهای مورد استفاده در جهان ناهمسانگرد هستند. این آهنرباها در حین ساخت جهت گیری می شوند.
آهنرباهای همسانگرد دارای حوزه های مغناطیسی به طور تصادفی جهت دار هستند و مغناطیس کمتری تولید می کنند، هرچند این مزیت را دارند که می توانند از هر جهت دلخواهی مغناطیسی شوند.
آهنرباهای ناهمسانگرد قیمت بیشتری نسبت به آهنرباهای همسانگرد دارند. دلیل آن این است که جهت گیری آهنرباهای ناهمسانگرد به زمان و منابع بیشتری نیاز دارد.
هنوز دیدگاهی ثبت نشده است.

فلزات خاکی کمیاب (Rare Earth Elements یا REEs) گروهی از ۱۷ عنصر شیمیایی (مانند نئودیمیوم، پرازئودیمیوم، دیسپروزیوم، سریم و لانتانیم) هستند که علیرغم نامشان، در پوسته زمین نسبتاً فراواناند، اما استخراج و فرآوری آنها دشوار و پرهزینه است. این عناصر نقش کلیدی در فناوریهای مدرن دارند و تقاضا برای آنها در سالهای اخیر به شدت افزایش یافته است.
ایالات متحده توانایی فنی و صنعتی برای تولید آهنرباهای عناصر خاکی کمیاب را دارد. با این حال، در حال حاضر بخش عمده تولید جهانی در چین متمرکز است و آمریکا در حال توسعه زنجیره تأمین داخلی است.

تمرکز اصلی بر محدودیتهای جدید صادراتی، جنبههای قانونی و مطابق با تعهدات بینالمللی، تاثیرات ژئوپلیتیکی بر صنایع پیشرفته مانند فناوری و انرژی است.

این فرآیند با قرار دادن آهنربا در یک میدان مغناطیسی قوی، مثل دستگاههای مغناطیسکننده یا الکترومغناطیسها، انجام میشود که باعث میشود ذرات مغناطیسی داخل آهنربا دوباره همراستا شده و خاصیت مغناطیسی آن احیا شود.

گرما باعث کاهش یا از بین رفتن خاصیت مغناطیسی آهنربا میشود، زیرا انرژی گرمایی نظم حوزههای مغناطیسی را مختل میکند.







































